Louisiana Chemical Equipment Company is selling a full and complete nitrogen plant for sale. With a 99.9% purity, this Air Liquide manufactured plant is perfect for your food & beverage, pharmaceutical, electronic, chemical, or metal manufacturing needs. Speak with an expert here at LCEC to see if this plant fits your needs. Purchasing your complete nitrogen plant through LCEC ensures you are receiving the best price for your equipment without sacrificing quality.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Hydrocracker Reactor Section Unit 7500 converts a feed of Flashed Distillate, Waxy Distillate and Deasphalted Oil (DAO) in a Hydrogen rich atmosphere into mainly Naphtha, Kerosene and Gas Oil products which are sent to Fractionation section U7600.
The first reactor of the 1st stage, R7501, adsorbs heavy metals and provides the hydrodenitrogenation, hydrodeoxygenation and hydrodesulphurisation reactions of the feed. Initial cracking of the feedstock into products takes place in the second reactor R7502. Unconverted feed is recycled to the second stage reactors, R7503 & 4, where further cracking takes place, achieving approximately 96% conversion. The design recycle ratio was 150% (combined feed ratio of 1.5), but a recycle ratio of 100% is now targeted. A 4% bleed to fuel oil blending is normally run. The reactors R7501, 2, 3 & 4 are constructed of Chrome Molybdenum with an internal weld overlay of stainless steel to a thickness of 7.5mm. The cycle length of the unit is typically 4 years, based on deactivation of both the pre-treat and hydrocracking catalyst.
For this piece of hydrocracking equipment, the Hydrogen and H2S rich gases are removed from the reactor effluent in two parallel high pressure (HP) and low pressure (LP) separator systems prior to being sent to U7600 for fractionation.
Feed System – First stage charge pump P7501 is a Mitsubishi 7 stage centrifugal pump. The pump is driven by an HP to MP back pressure steam turbine taking suction from V7501 at 6 bar and discharges into the circuit at approx. 150 bar. Second stage charge pump is also a Mitsubishi 7 stage centrifugal pump. The pump is driven by an HP -> MP back pressure steam turbine taking suction from V7506 at 6 bar and discharging into the reactor circuit at approx. 150 bar.
Reactor Systems – The first reactor R7501 consists of 4 catalyst beds. The first bed is loaded with a layered mixture of inert high voidage material, low activity demetallisation catalyst and high activity demetallisation catalyst. The primary function of the inerts is to act as a “graded bed”, designed to combat high top bed pressure drops. The demetallisation catalyst is designed to remove metals such as nickel, sodium and vanadium. The second bed is again a mixture, this time of demetallisation and pre-treatment catalyst. The pre-treatment catalyst is also loaded into the remainder of R7501 and is where the conversion of Nitrogen to Ammonia, Sulphur to H2S and Oxygen to water occur. The second reactor R7502 is loaded with a mixture of 1st stage cracking catalysts, Nickel/Tungsten on a composite Zeolite/amorphous base. R7502 holds the largest volume of catalyst, having the largest sized beds.
Feed/Effluent Exchangers – First stage liquid feed gains preheat in E7501B/A before entering the first stage reactors R7501 and R7502. Second stage liquid feed gains preheat in E7510, E7508 and E7506B/A before entering the second stage reactors R7503 & R7504.
Separator System – The unit is designed with a four separator system, which enables most of the reactor products to separate out in V7502 and sent to the fractionator via the hot LP separator V7503.
Wash Oil System – Wash Oil is used to enhance hydrogen purity of the recycle gas, thus increasing the H2 partial pressure in the reactors. It does this by re-contacting with the hydrocarbon vapors in the vapor stream from V7502 prior to entering the E7512s. P7502, a HP -> MP steam turbine with drive assisted by the power recovery turbine PRT7502, pumps the Wash Oil to the injection point upstream of E7512 at a rate of 3300t/d.
Wash Water System – Wash water of 1200t/d is injected upstream of the effluent air cooler to avoid both the possibility of ammonium salt fouling and the generation of very concentrated ammonium salt solutions when the water dew point is reached. The most important feature of the wash water system is to provide adequate mixing (scrubbing) between the effluent and liquid wash water.
Gas Circuit – K7502 is a circulating compressor, moving approximately 2600 t/d of Hydrogen to R7501/7502/7503/7504 and all the reactor quenches. The aim is to maintain H2 partial pressure, for catalyst protection and provide a surplus of H2 to the reactions occurring. Fresh make up gas is provided to the hydrocracking unit by K7501A/B/C a 3 x 50% compression system, which takes hydrogen rich gas and compresses it over 4 stages from 18barg to 150barg. The design intake of make-up gas is 133 t/d in terms of pure Hydrogen but today up to 170 t/d can be achieved.
Hydrocracker Fractionation Section – The hydrocracker Fractionation section separates the cracked material from received from the hydrocracking reactors / High pressure circuit. The separated product streams are: Refinery Gas, LPG, Tops, Naphtha, Light Kero, Medium Kero, Heavy Kero, Gas Oil and Recycle Oil (MVC Bottoms). The MVC Bottoms are recycled to the second stage reactors of U7500 for further conversion. The Hydrocracker Fractionation Section can process a maximum hydraulic limit of 9600 t/d of “total” intake, and can operate satisfactorily at less than 50% of design throughput. This fractionation unit serves a multitude of functions and purposes.
Main Fractionation Column – The unit is fed by two streams from the Hydrocracker Reactor Section Unit 7500, Light Fractionator Feed and Heavy Fractionator Feed. Heavy Fractionator Feed (HFF) is fed from V7503 via heat exchangers E7502, E7504, E7507 and E7601A/B/C prior to entering C7601. The HFF enters C7601 at tray 11. Light Fractionator Feed (LFF) is fed from V7505 and enters C7601 at tray 24. C7601 produces the following products: Full range naphtha (which is further processed via the Gas Tail equipment), Light Kero, Medium Kero, and Fractionator bottoms (which are sent for further processing in the Mild Vacuum column). C7601 is equipped with 48 calming section valve trays, 1 partial draw-off tray, 49(top circulating reflux) and 3 total draw-off trays, 1(F7601), 25(V7602, C7603 Medium Kero), 37(C7602, V7601 Light Kero). C7601 is equipped with 3 reflux systems, a pumped top circulating reflux, a Van de Marel light kero reflux and a Van de Marel medium kero reflux. C7601 is provided with a fired reboiler, F7601.
Overhead Naphtha Recontacting System – Overhead vapors from C7601 are partially condensed in E7621A-D and accumulated in V7611. The non-condensed vapors in V7611 are sent via ADIP 4 (U7830) for H2S removal, compressed via K7601 and recontacted with condensed liquid ex V7611 at higher pressure. The recontacted cooled vapor/liquid is passed to V7612 via air cooler E7622. The recontacting system reduces the loss of heavy hydrocarbons into refinery gas, increasing the overall naphtha yield.
Naphtha Processing “Gas Tail” System – The “Gas Tail” processing system is designed to process up to 1200t/d of Naptha minus product. The “Gas Tail” is feed from the Naphtha recontacting drum V7612, and consists of a Debutaniser C7606 designed to remove LPGs and Refinery Gas from the Naphtha/Tops, and a Naphtha Splitter C7607 designed to remove the Light Naphtha Tops from the Heavy Naphtha. C7606 overhead system has the flexibility to produce either liquid LPGs (liquid mode) or Gas (Gas mode).
Mild Vacuum Column – The mild vacuum column C7605 consists of a rectifying section only with feed entering the column below tray 1. Feed to C7605 is heated in F7602. An ejector system is provided, and controls the column pressure typically at 120-140mbara. C7605 was originally designed with 21 trays, but trays 2 through 7 have been replaced with Mellaplus 425Y structured packing to improve separation efficiency between Gasoil and MVC Bottoms. Tray 21 is a total draw off tray for the Heavy Kerosene product. The Heavy Kerosene is also used to provide three separate reflux streams to C7605; The Cold Front Reflux and Top Reflux are both returned to C7605 above tray 1, whilst the Hot Heavy Kerosene reflux is returned to column above tray 20. Gasoil is removed from the column via total draw off tray 12. MVC lower circulating reflux (LCR) is drawn from tray 8. The LCR provides a number of heating duties within U7600 and is also critical in maintaining the recycle cut point between Gas Oiland MVC bottoms. The LCR can be returned to C7605 in two locations; above tray 11 and above the packed section (for packed bed wetting).
MVC Bottoms Circulation Systems – Recycle Oil Level in C7605 is pumped by P7608A/B, providing heat transfer through E7601’s. Flow then passes to HPNA chambers, V7691A/B, and returns via P7691. P7691 provides additional discharge flow pressure to MVC Bottoms flow to compensate for the pressure drop across the HPNA chambers. Flow now passes to HP steam generator E7653A/B, normally all the MVC bottoms flow through E7653, however exchanger bypass 76HC043 is available for additional heat supply to the downstream exchangers, or to retain temperature for 2nd stage feed ex V7606 (EOR). MVC bottoms ex E7607 then splits two ways and passes through E7651 on one stream, for MP steam generation, and through E7625 on the other, for C7606 reboiler duty.
Waste Heat Boilers – Hydrocracker Steam Generation Unit 7650 is designed to utilize waste heat from Unit 7500 and 7600 flue gases and also MVC bottoms and lower reflux strams, for the production of Superheated High Pressure and Medium Pressure steam. In addition the flue gases also pre-heats the Circulating Boiler Feed Water from V7651. The design capacity is based on end-of-run operation of the Hydrocracker at full throughput. The High Pressure Superheater has a maximum steam outlet temperature limitation of 450°C. The Medium and High Pressure Superheated steam produced is fed into the HP and MP steam mains.
HPNA Chambers – V7691A/B HPNA chambers are a lead/lag system loaded with activated carbon to reduce the level of HPNA’s present in the 2nd stage feed, reducing both fouling of the second stage feed/effluent exchangers and also reducing fouling and deactivation rate of the second stage catalyst.
Louisiana Chemical Equipment Company, L.L.C.
offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
• The hydrogen plant was only installed in 2007 and is based on Foster Wheeler technology. The plant produces 25,000 Nm³/hr of 99.99% pure H2. The Plant was shutdown in 2011.
• The H2 from the PSA plant is partially recycled to mix with the methane feed with the rest sent to the site H2 system at 99.99%.
• The exit temperature from the shift reactor is 412°C. The H2 and CO2 passes through a series of shell and tube steam generators, heat exchangers and an air fin fan cooler which drops the gas temperature down to 60°C. Any remaining water is separated in the cold condensate drum which is then heated to feed the deaerator. Heat exchangers are stainless steel.
• Expected documentation was observed during the inspection, such as PFDs, P&IDs, procedures, and equipment files.
• Methane is supplied at a rate of 6.4 tons/hr, through 2 KO pots to the gas compressor. There is a standby LPG compressor at a rate of 3.4 tons/hr, is also supplied through the LPG vaporizer, and is heated with medium pressure steam. This is mixed with the fresh methane feed and the recycled gas at a total flow rate of 15.8 tons/hr at 30 Bar. The gas compressor is a LMF type B254-360N3.3 electrically driven 6KV 1400KW, 3 stage piston type. It delivers 10,400 Nm³/hr, suction pressure 2.8 bar, discharge pressure 33 Bar, 375 rpm.
• The mixed gas is fed to the top section of the reformer which is gas fired, using flue gas. It is heated to 300°C in (2) passes and fed to the hydrodesuplphurizer reactor, which is loaded with 5 tons of CoMo catalyst. The gases then passes through the (2) sulphur absorber reactors which have 15.8 tons of zinc oxide catalyst in both. The reactors are 4.3m in height and 2.1m diameter. Then, the gas passes through the radiant section of the reformer to heat to 520°C and then through the reformer tubes at 27 bar. There are (3) banks of 33 tubes (96 in total). The H2/CO rich gases exit the reformer tubes at 875°C, passing through the reformer waste heat exchanger which generates steam fed back to the main steam drum.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
A CO2 compression system prepares the CO2 for delivery to an off-taker for EOR use. The CO2 is liberated from the AGR semi-lean solvent loop at two pressure levels, approximately 50 psig and 5 psig. The two streams flow into a multi-stage CO2 compressor (CO1080) after passing through knockout drums (DR1078 and DR1079) to remove any residual droplets of solvent. The LP CO2 enters the first stage of the compressor and proceeds through two stages of compression with subsequent intercooling. Prior to the third stage, the LP stream is combined with the MP CO2. The gas is then compressed via two additional stages with associated intercooling.
Following the fourth stage, the entire gas stream exits the compressor and passes through a dehydration unit (PG1080) and the CO2 mercury adsorber (RX1080). These additional steps are necessary to meet the purity requirements of the off-taker. The CO2 stream returns to the CO2 compressor, where the gas is compressed into the dense phase to the final off-take pressure of 2,150 psig. Following the compressor, the CO2 is cooled to the off-take temperature of 100 °F in the compressor aftercooler (HX1085). Finally, the CO2 streams from each gasifier train are combined and delivered to the pipeline.
The CO2 compressor is an eight-stage, integral-gear compressor with a synchronous motor drive. The machine is controlled by three sets of adjustable inlet guide vanes. It is further protected from the effects of a surge by three separate recirculation loops. A dynamic simulation study was performed on the CO2 compressor to confirm its operability and safety design, and it is recommended for future complex compression systems.
Louisiana Chemical Equipment Company, L.L.C.
offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Available for Sale from LCEC is this complete sulfuric acid plant. Contact our experienced Sales Team with questions or to request a quote for this acid plant.
• MANUFACTURED BY HALDOR TOPSOE • 32.7 TONS PER HOUR OF 93% SULFURIC ACID CONCENTRATION 185°F & 145 PSIG • FEED ACID GAS WITH 24.5% H2S • WSA TECHNOLOGY HELPS TO MEET EMISSION REQUIREMENTS
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
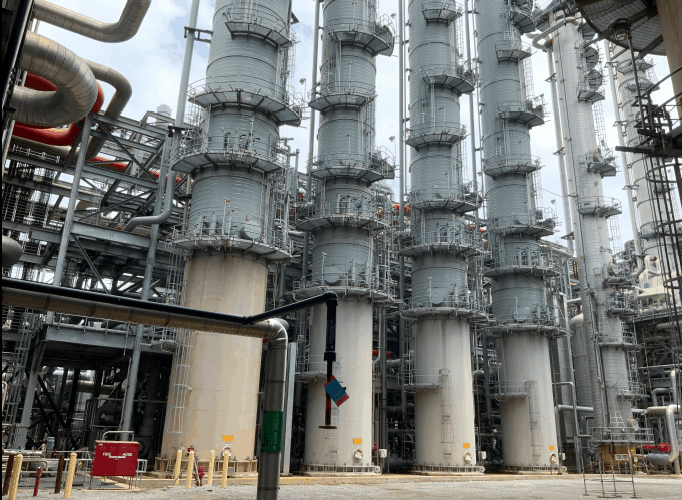
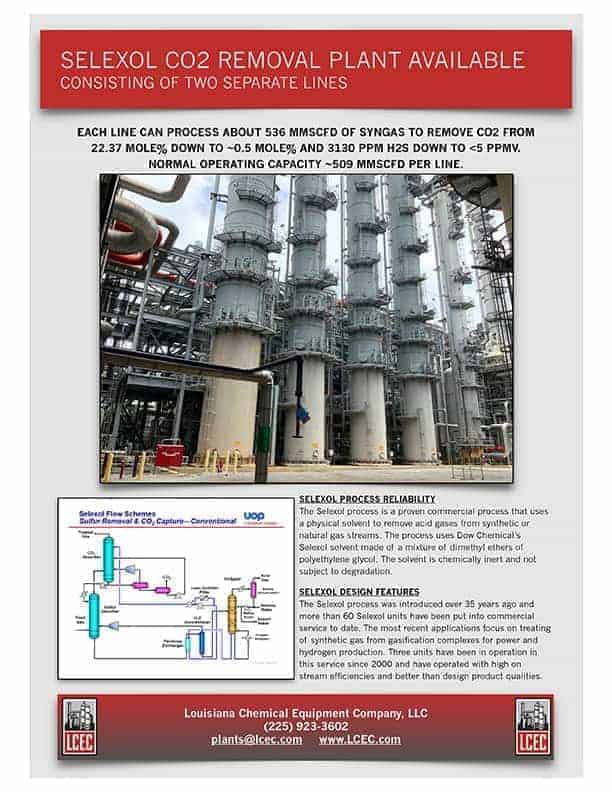
SELEXOL CO2 REMOVAL PLANT AVAILABLE CONSISTING OF TWO SEPARATE LINES
CO2 Removal Plant for Sale
Chemical Processing Equipment Available from LCEC.
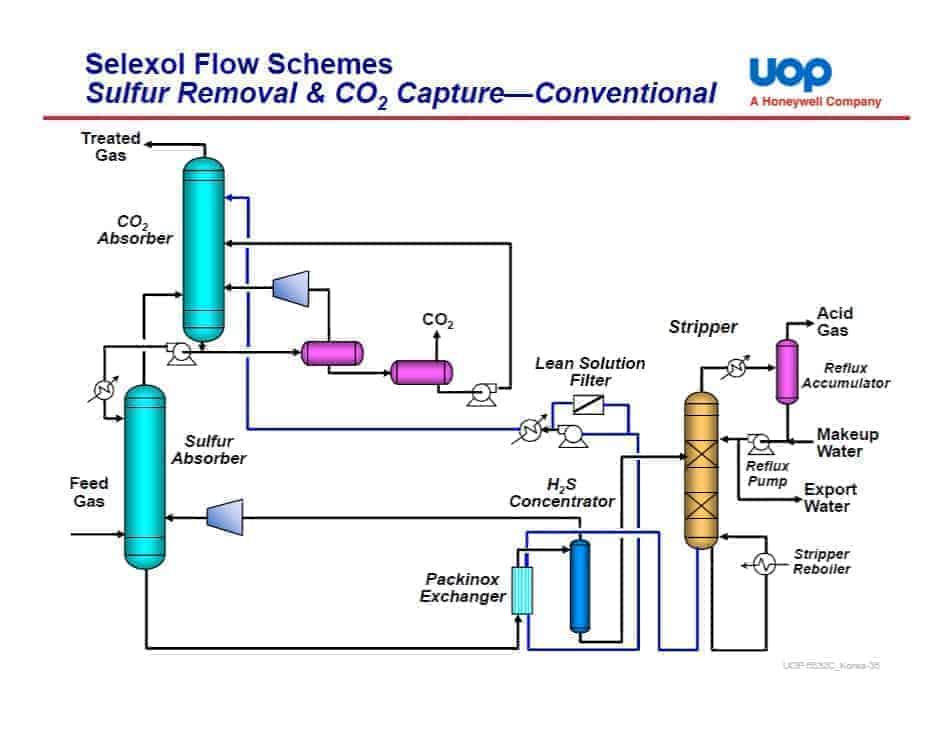
SELEXOL PROCESS RELIABILITY
The Selexol process is a proven commercial process that uses a physical solvent to remove acid gases from synthetic or
natural gas streams. The process uses Dow Chemical’s Selexol solvent made of a mixture of dimethyl ethers of polyethylene glycol. The solvent is chemically inert and not subject to degradation.
SELEXOL DESIGN FEATURES
The Selexol process was introduced over 35 years ago and more than 60 Selexol units have been put into commercial service to date. The most recent applications focus on treating of synthetic gas from gasification complexes for power and hydrogen production. Three units have been in operation in this service since 2000 and have operated with high on stream efficiencies and better than design product qualities.
For assistance with choosing the best CO2 Removal Plant for your chemical equipment needs, please do not hesitate to contact us.
THE UNIT CAN PROCESS ABOUT 536 MMSCFD OF SYNGAS TO REMOVE CO2 FROM 22.37 MOLE% DOWN TO ~0.5 MOLE% AND 3130 PPM H2S DOWN TO <5 PPMV. NORMAL OPERATING CAPACITY ~509 MMSCFD. SELEXOL PROCESS RELIABILITY.
Unused Hydrogen Plant with a syngas reformer designed by UHDE and PSA unit designed by Linde. Feedstock to steam methane reforming can be naphtha, LPG or natural gas. Design capacity 35,000 Nm3/hr (1,236,000 SCFH) with turn down ratio of 40%. Product hydrogen purity 99.9%, pressure and temperature at battery limit 40 bar and 40 degree C with this hydrogen equipment. Byproduct medium pressure steam 37 bar at 450 degree C. Plant never installed. Equipment never used.
MAJOR EQUIPMENT The plant includes all the equipment and parts for the following process units: – Feed evaporation/preheating – Feed Desulphurization – Pre-reforming – Steam reforming and waste heat recovery – HT/LT conversion/cooling train – Pressure swing adsorption (PSA) – Slope system (waster water) – Dosing stations (ammonia, phosphate)
Glass Lined Reactors, Glass Lined Vessels, and Stainless Steel Tanks.
Louisiana Chemical Equipment Company is the leader in used process equipment sales and complete industrial plants. LCEC has a new LIQUIDATION available, including: Glass Lined Reactors, Glass Lined Vessels, and Stainless Steel Tanks.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Louisiana Chemical Equipment Company, L.L.C.
offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
At LCEC we buy and sell new and used process equipment and industrial plants. Our inventory includes used heat exchangers, tanks, pumps, columns, compressors, reactors/vessels, complete plants and much more. If you have any chemical equipment needs or have surplus equipment for sale, feel free to reach out.
This week LCEC has new Liquidations from East Coast, USA. Glass Lined Reactors, Glass Lined Vessels, & Stainless Steel Tanks are among our process equipment for Sale right now.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Unused 22MMBTU/HR Ultra-Low Nox Heatec Fired Heater and Unused Air Fin Coolers for Sale
Chemical Processing Equipment for Sale from LCEC.
Unused Ultra-Low Nox vertical Natural Gas Fired Heater Package. Heatec Model 16010-40. Coil Duty is 20,380,687 Btu/hr. Economizer Duty is 1,759,313 Btu/hr. The Heater Duty is 22,140,000 Btu/hr. The Required Burner Input (HHV) is 30,555,370 Btu/hr.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
uhler Bottle Grade PET Resin Solid State Polycondensation (SSP) Lines for Sale
Chemical Processing Equipment for Sale from LCEC.
LCEC offers a wide range of quality, affordable, industrial process equipment. This week we have 2 Complete Buhler Bottle Grade PET Resin Solid State Polycondensation (SSP) Lines for Sale. Buhler Company technology and equipment with 2 lines. Line 1 offers 45 up to 60 MTPD, installed in 1995. Line 2 offers 60 up to 76.8 MTPD, installed in 1997. The Main Process Loops include: Precrystalisation, Crystalisation, Preheating, Polycondensation, and Cooling Capable of processing amorphous polymer A-PET IV 0.6 dl/g – 1.0 dl/g. Contact our sales team to learn more or request a quote.
Louisiana Chemical Equipment Company, L.L.C. offers an extensive range of quality chemical process equipment and Complete Chemical Plants with competitive pricing.
Louisiana Chemical Equipment Company carries quality liquidation chemical equipment and complete plants. Currently available is this used boiler manufactured by Cleaver Brooks. This used water tube boiler capabilities include: 214,000 LBS/HR, 6294 HP, & 450 PSI.
LCEC’s Sales Team has extensive experience with used and unused chemical process equipment, surplus, & liquidations.
For more information or to request a quote online click below.
Get in contact with
Louisiana Chemical Equipment company
LCEC Storage Yard Locations: Baton Rouge, LA • Orange, TX • Green Springs, Ohio • Williamsport, NJ • Enid, OKLaValle, Quebec, Canada • Liberty, SC • Belfast, Northern Ireland • Johannesburg, South Africa • Seoul, South Korea • Manchester, England • Priolo, Italy • Roven, FranceFrankfurt, Germany • Oulu, Finland • Perth, Australia
Louisiana Chemical Equipment Co., L.L.C.(LCEC’s) executive offices are located in Baton Rouge, LA and we have chemical processing equipment worldwide. From Complete Plants too Heat Exchangers and Centrifuges, we have you covered.
Our LaPorte, TX office host our sales team and one of our Chemical Plant equipment storage yard. We are positioned to help you find your chemical products, dismantle, and relocate anywhere. If you are a Plant owner, or looking for chemical processing equipment contact our knowledgable and experienced staff today.
Heat Exchangers for Sale. Louisiana Chemical Equipment Company carries industry standard Heat Exchangers for efficient performance and proven reliability. We have more than 1,000 used, new and surplus heat exchangers. Available this week, we recently acquired Unused Carbate Heat Exchangers.
For more information or to request a quote online click below.
Get in contact with Louisiana Chemical Equipment company
LCEC Storage Yard Locations: Baton Rouge, LA • Orange, TX • Green Springs, Ohio • Williamsport, NJ • Enid, OKLaValle, Quebec, Canada • Liberty, SC • Belfast, Northern Ireland • Johannesburg, South Africa • Seoul, South Korea • Manchester, England • Priolo, Italy • Roven, FranceFrankfurt, Germany • Oulu, Finland • Perth, Australia
Louisiana Chemical Equipment Co., L.L.C.(LCEC’s) executive offices are located in Baton Rouge, LA and we have chemical processing equipment worldwide. From Complete Plants too Heat Exchangers and Centrifuges, we have you covered.
Our LaPorte, TX office host our sales team and one of our Chemical Plant equipment storage yard. We are positioned to help you find your chemical products, dismantle, and relocate anywhere. If you are a Plant owner, or looking for chemical processing equipment contact our knowledgable and experienced staff today.
100,000 Ton Stacker, Radial, Reclaimer • Schade Aumund
LCEC delivers over 50 years of real experience and real solutions. From Heat Exchangers to Cooling Tower, we have you covered. Choose from our extensive online equipment inventory. New and used chemical process equipment and complete plants.
Our current specials include: – Wet Sulfuric Acid (WSA) – 712 MTPD – Selexol CO2 Removal, Qty 2 lines – 536 mm scfd each – CO2 Dehydration, Qty 2 lines – Nitrogen Production – 2.858,000 scf/hr – Ammonia Loading System – 200,000 gallon capacity
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
Our agitators are machines that process product in the chemical, pharmaceutical, food and chemical plant industry. Agitators mix liquids together and promote reactions, including increasing heat transfer.
For more information or to request a quote online click below.
This dismantled Nitric Acid Plant for sale by Louisiana Chemical Equipment Company is capable of producing 300 TPD. The equipment is stored at LCEC’s site in LaPorte, Texas. There is the technical documentation available including operating manuals, process descriptions, P&ID’s to re-rect this plant at another location. Additionally we have the dismantling and match marking package that was done.
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
Syngas Plant for Sale from LCEC. This Hydro-Chem (now Linde) designed 15.7 MMSCFD (18,500 Nm3/hr) syngas reforming plant almost like new immediately available for purchase. The plant was built in 2016 and operated for only a few months. This plant was designed to use landfill gas and/or natural gas to produce synthesis gas, which is then converted into paraffinic naphtha, diesel and wax by Fischer-Tropsch process.
The syngas output flow rate is at 500°F and 175 psig. The syngas has the following composition (mol %): Hydrogen 43.01, Carbon Monoxide 16.37, Carbon Dioxide 8.34, Nitrogen 3.90, Methane 1.42, Argon 0.16, Water 26.79. Capacity may be varied from the control panel from 100% of design to 40% of design. The syngas can also be further processed depending on the desired final products such as ammonia and methanol.If potential client adds shift converter, PSA system, and an Amine System the assets could produce approximately 6-7 MMSCFD of pure Hydrogen.
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
This Selexol CO2 Removal Plant is currently available from Louisiana Chemical Equipment Company. The Selexol Process is uses a physical solvent to remove acid gases from synthetic or natural gas streams. This process uses Dow Chemical’s Selexol solvent with a mixture of dimethyl ethers of polyethylene glycol. The solvent is chemically inert and not subject to degradation.
This process was introduced over 35 years ago and more than 60 Selexol units have been put into commercial service to date. The most recent applications focus on treating of synthetic gas from gasification complexes for power and hydrogen production. Three units have been in operation in this service since 2000 and have operated with high on stream efficiencies and better than design product qualities.
This unit can process about 536 MMSCFD of Syngas to remove CO2 from 22.37 Mole% down to ~0.5 <Mole% and 3130 PPM H2S down to <5 PPMV. Normal Operating Capacity ~509 MMSCFD.
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
(1) Unused Hydrocracker Reactor, 12’ID X 80’T-T (103’ overall length), 2755psig @ 850F, SA-336M F22V (Modified 2 1/4Cr-1Mo-V steel) w/TP317L Stainless Steel Weld Overlay, Built 2010 by Kobelco Steel Japan, ASME Code and National Board Registered (909), s/n 090053. Stored under Nitrogen Purge. All available data books, drawings & technical data is included. Reactor Internals are also available for an additional charge. Purchase and use of the internals and/or the Chevron Lummus Global (CLG) Technology called ISOMIX require the buyer to enter into a licensing agreement with CLG. Introduction to CLG provided upon request. Warehouse crates include, but are not limited to, top & bottom connecting pipes, anchor bolts, anchor bolt templates, and reactor internal components. Shipping saddles are included.
(1) Unused Hydrocracker Reactor, 11’ 11”ID X 56’ 7”T-T (80’ overall length), 2755psig @ 850F, SA-336M F22V (Modified 2 1/4Cr-1Mo-V steel) w/TP317L Stainless Steel Weld Overlay, Built 2010 by Kobelco Steel Japan, ASME Code and National Board Registered (910), s/n 100001. Stored under Nitrogen Purge. All available data books, drawings & technical data is included. Reactor Internals are also available for an additional charge. Purchase and use of the internals and/or the Chevron Lummus Global (CLG) Technology called ISOMIX require the buyer to enter into a licensing agreement with CLG. Introduction to CLG provided upon request. Warehouse crates include, but are not limited to, top & bottom connecting pipes, anchor bolts, anchor bolt templates, and reactor internal components. Shipping saddles are included.
We buy and sell Complete Chemical Plants and Process Equipment Worldwide. Louisiana Chemical Equipment Company has locations around the globe, which gives us the ability to acquire entire Complete Plants for relocation. If your looking for Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Complete Plant our sales team is here to help you.
Louisiana Chemical Equipment Company buys and sells complete chemical plants and process equipment on a worldwide. If you need Ammonia, Nitric Acid, Urea, Hydrogen, Methanol or any other Process Complete Plant, our team is here to help.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.










-1")